


Friday, October 14th, 2022
中红外2.8μm光纤激光器--聚合物/塑料焊接
Femtum公司核心产品 Femtum公司核心产品包括2.8μm光纤飞秒激光器、2.8-3.4μm可调谐飞秒激光器以及2.8μm纳秒激光器。
2.8 μm 光纤飞秒激光器技术参数:
2.8μm纳秒激光器技术参数:
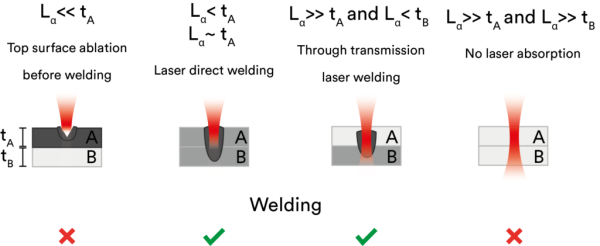
聚合物/塑料激光焊接原理 聚合物/塑料激光精密焊接在电子、汽车和医疗领域至关重要。从无菌导管连接到电子部件或医疗植入物的封装/密封,这一需求得到了广泛应用。工业中已经采用了几种精密焊接技术,其中超声波和激光焊接是最流行的方法。而与超声波焊接相比,激光焊接又具有无接触、精确、可靠、高度可配置和无残留物的特点。 图1: 在不同条件下通过激光焊接连接的两种聚合物的示意性横截面 根据吸收长度(Lα)相对于焊接中涉及的聚合物层厚度(t)的值,观察到五种典型状态: 中红外激光焊接优点 中红外(>2.5μm)中的激光被大多数透明聚合物更强烈地吸收,因此不需要添加剂或涂层。与其他类型的中红外激光器相比,3μm附近的脉冲光纤激光器也为焊接应用提供了许多优势。与CO2激光器相比,3μm范围的脉冲光纤激光器具有更小的最小光斑尺寸(>3倍小)和更短的脉冲持续时间。这些特性使热影响区最小化,提高了焊接精度,同时避免了因过度加热而变色。此外,与CO2激光器相比,光纤激光器没有预热时间和高时间稳定性。CO2激光波长下的大多数聚合物往往吸收过多(Lα << tA case),通常导致表面烧蚀而不是焊接。3μm区域是一个最佳点,因为大多数聚合物的吸收长度在10-500μm范围内,与医疗和电子行业中发现的典型厚度非常匹配。最后,当连接到6轴机械臂时,纤维输送可以实现复杂弯曲部件的3D焊接。 中红外激光焊接实例 为了证明这些激光器的性能,我们使用Femtum Nano 2800进行了透明到透明的聚合物焊接,效果显著。焊接前,聚合物薄层(厚度<500μm)通过压力紧密接触。使用扫描头,以不同的速度在两种聚合物的界面处扫描激光线。然后研究聚合物的每种组合的焊接界面和强度。 相同材料焊接 (PET on PET):图2显示了厚度为180μm的两层PET样品之间熔池的横截面。由于PET在3μm区域吸收足够多(对于180μm厚度,2800 nm处的吸收率>70%),大部分入射光被第一层吸收,导致熔池延伸至另一层((Lα < tA) case)。与熔池体积成比例的焊接强度可以通过扫描速度和/或激光功率来控制。在下图中,可以在顶部PET层上观察到一个小凸起,但没有变色的迹象。对于较小的扫描速度,相同材料焊接 (PET on PET):顶部表面被烧蚀,并观察到变色。
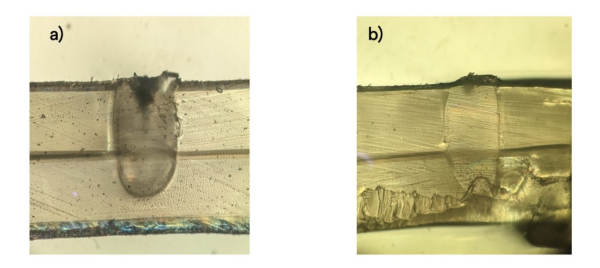
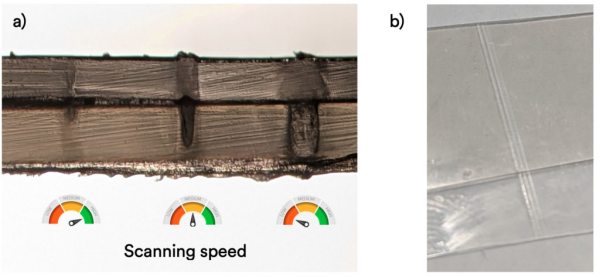
不同材料焊接 (PC on PET):当两种不同聚合物焊接在一起时,熔池和焊接强度强烈依赖于每种聚合物的传输特性。在大多数情况下,建议将激光波长下具有最高透射率的聚合物(此处为聚碳酸酯或PC)置于顶层,以获得更好的焊接结果(Lα >> tA and Lα < tB case);如果具有较高吸收的聚合物位于顶部,则在达到焊接阈值之前存在表面烧蚀的风险(Lα << tA case)。图3 a)显示了以三种不同速度焊接在PET层(180μm)上的PC层(125μm)。在减少热影响区的同时获得良好的焊接强度需要在扫描速度上妥协。如图3 b)所示,由于Femtum Nano 2800的独特性能,在三种测试扫描速度下均未观察到聚合物变色。
图3: Through transmission laser welding of a 125 μm thick PC layer on a 180 μm PET layer. a) Melt pool cross section at 3 different speeds and b) Picture of the 3 welding linesFemtum’s unique laser welding capabilities
| |||||||||||||||||||||||||||||||||||


脉动科技有限公司 www.pulsepower.cn Tel: 010-62565117 Mail: info@pulsepower.cn 北京 中国 100190